Logistionary is
back with new terms, definitions and concepts! And today it’s the
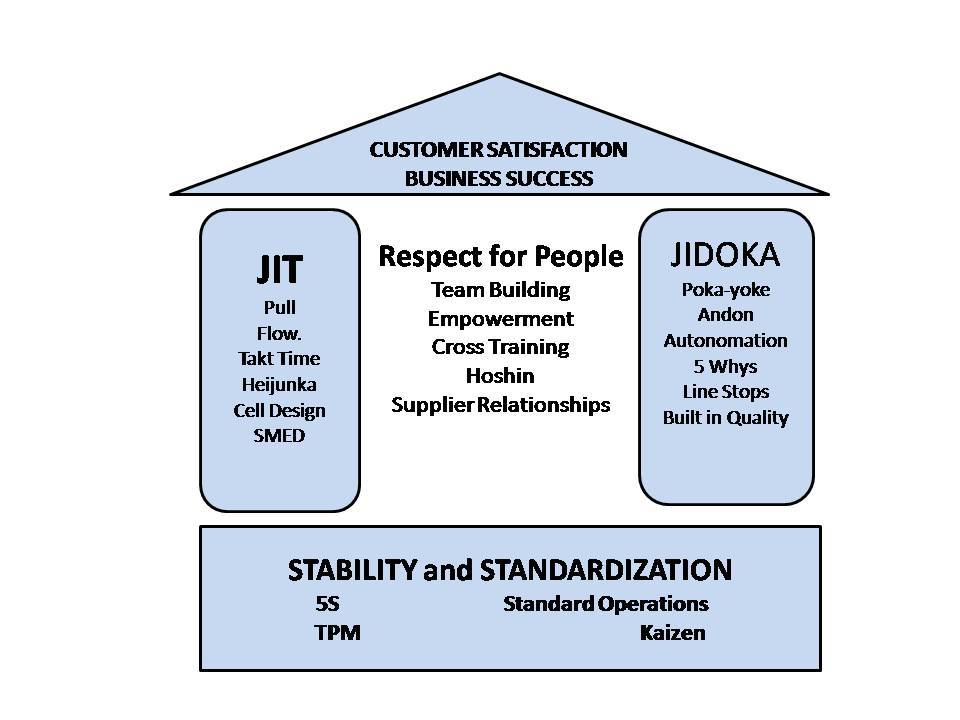
turn for Jidoka.
For those of you
that are familiarised with this term, there is still a lot to learn
from this entry, for those that have never heard of Jidoka, watch out
for what is one of the most important terms within the lean
manufacturing environment.
First off, what
is Jidoka, and why most of these terms have Japanese names?
Jidoka is the
often forgotten pillar of the Toyota Production system but yet one of
the most important, and the one that actually was a breakthrough in
terms of achieving true excellence in manufacture.
Now, why most of
these terms have Japanese names? Well, because they all actually were
coined by the same person, Sakichi Toyoda, the founder of Toyota
Industries, and the person that revolutionised the rudimentary
logistic processes of that time.
Coming back to
the term that concerns us; Jidoka began with the invention of a
simple device that could stop the shuttle on an automatic loom should
the thread broke. This will prevent the machine from not only
creating defects but also alerted the operator of a problem. This
meant that now the operator could operate several machines at the
same time and not only focus on just one in case something went
wrong. This principle became known as “automation with a human
touch”

Jidoka is based
in 4 very simple principles:
-
Discover an abnormality
-
Stop
-
Fix the immediate problem
-
Investigate the root cause and correct
These principles
are not just confined to use of machines, but they are visible in
almost every aspect of lean manufacturing. It’s about building
quality into a process rather than having to inspect the outcome at
the end of the process.
Every individual
in a lean company is allowed and actually is expected to stop the
process should they discover an abnormality, this way problems are
highlighted and actions to solve them are taken. This is a concept
many western companies find hard to implement as they fear a loss in
productivity derived from lines being constantly stopped. This fear
however undermines the core principle of Jidoka which is
investigating the root causes of problems and working on tackling
them.
Even though
stopping the lines might seem contra intuitive, in the long term the
number of line stops begins to reduce as problems are removed and
productivity begins to improve as root causes of problems are
removed.
Within companies
such as Toyota line stop is a way of life, if an operator detects a
problem they pull a cord or push a button to stop the production line
at the end of that production cycle. This alerts the team leader or
supervisor who will immediately rush over to help solve the problem.
If it can be easily corrected then they do so and restart the line,
otherwise they call in whatever support is required to solve the
problem.
The major
obstacle to implement Jidoka and any other lean principles is the
fear of the short term implications when stopping the lines, but once
this concerns are overcame Jidoka has proven to be a major advantage
in adding value and increasing productivity across all lines.
I hope you enjoyed this entry and you learnt something new. Watch
this space for more interesting concepts in the near future!